Frank’s tire catalogue included 80 tire manufacturers and over 20 000 unique tire models, with 5digit number of tires moving daily. Aside from the risk of human error during sorting upon arrival, there was a risk of human error when sorting prior to shipping out.
We got introduced to our client who for the sake of NDA, we will call Frank. So, Frank is a huge wholesale of tires and distribution center, a B2B business that has deals with many smaller shops who buy and resell their tires.
When the tires arrive to Frank’s distribution center, personnel at the center physically examine tires and then sort them. Now, you’d say what’s a big deal here- you sort them according to predefined parameters and that’s about it. Well, it is not. Let’s put it this way: Try placing your tires inside of your car trunk. Tough job, isn’t it? Tires are not very elegant or designed for optimal storage. They are just- tires. Their purpose is not to fit anything but the vehicle. But that’s not really the moral of this story.
The Issue they were facing was tire sorting and distribution within their wholesale centers. Frank’s tire catalogue included 80 tire manufacturers and over 20 000 unique tire models, with 5digit number of tires moving daily. Aside from the risk of human error during sorting upon arrival, there was a risk of human error when sorting prior to shipping out.
Our approach included computer vision and conveyor belts, and the job was performed by five people from our side.
Modus Operandi
Step 1. Data Extraction
Our goal was to EXTRACT THE DATA from the
tire. Data that we wanted to extract was the
following:
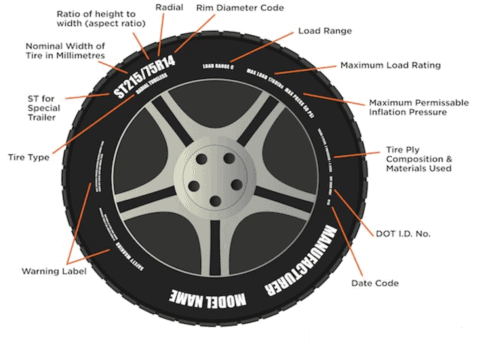
Manufacturer
Model
Dimensions
Load/Speed Index
DoT number
Special marks (e.g. Ⓐ - circled A representing Audi original part)
To illustrate, take a look at the tire. If you are not in the tire business, this might be a new and interesting learning for you. At least it was for us. For example, see the date code? Tires have their DOB as well, and even unused, some mechanical changes happen to it as it gets “older”. For Frank, it means that a tire that is two years old, cannot be sold anymore.
Step 2. Indentification of suitable technologies
Identifying car tire was a challenge that might have seemed to be an easy one using the standard OCR (optical character recognition) approach. However, there are some other points to consider as well when choosing a technology path. With OCR, things to consider are as follows:
There is no contrast between the symbols on the
tire and the tire itself
Some of the symbols are highly stylized and
cannot be read but must be classified or identified
Fonts used by some of the manufacturers are
proprietary and there is no text body to train on
Symbols which uniquely identify, for example, tire
model are spread throughout the tire surface
Difference between 2 unique tires might be in one
letter which is 5mm big
The speed which is required for conveyor belts is
above 1.5 m/s to satisfy daily volume
Tires come in various sizes (in our cases between
12 and 22 inches)
Tires have radial distortion on their symbols
Due to high mass of the product (tire) and the
industrial setting there are a lot of vibrations (e.g.
heavy transport trucks and trains) going on which
affect data acquisition process
Our clients also used RFID (radio frequency identification) before and problems that arose were:
Time consuming Initial application of RFID chips on tires RFID chip increasing cost/tire ratio
Tires are exposed to various forces during transport and handling and chips end up not working by the time they are read
Speed of the conveyor belt dictates the distance between tires to prevent wrong readings from RFID (using RFID equipment which does not increase cost/ tire by too much)
Other approaches required changes by manufacturers in the manufacturing process or middleman to invest serious money into tire labeling solution (color coding, QR embossing/printing etc.)
Thing to consider - Steps to take
Choosing the right hardware
The most important part (as with all AI/computer vision projects) is to make sure that data that is being analyzed is good data. Choosing the right camera for the job is essential. Making sure that industrial camera can handle all the concerns stated above:
Depth of field must accommodate various tire sizes
Aperture/shutter speed/ISO settings can be set to match the conveyor belt speed and eliminate motion blur without incurring noise
Hardware can be procured quickly and in sufficient amounts • It has a nice API around which a solution can be built
Build a nice Black Box which eliminates unpredictable lightning conditions, vibrations and floating particles while providing housing for camera and artificial lights and provides hardware interface to camera itself
With the specified parameters it is imperative to use many sources of highfrequency lighting to provide enough stable light during short camera exposure time
Scouting the location
Implementation location might have some real-world problems which require you to include them in the problem-solving equation. A few examples:
Initial tire offloading might be done at a place which is not covered by the security making it harder to leave the expensive equipment overnight. Therefore, the Black Box should be portable or easy to assemble. To prevent further errors there should be a calibration procedure to setup the camera and lighting after each move/assembly
Networking infrastructure might be nonexistent or in bad shape
The site might be remote making it hard to perform onsite maintenance therefore the solution should be as robust as possible
The volume of the tires moved through the plant might not justify high-end hardware costs. Therefore, some thought should be given about algorithmic improvements to further reduce need for super expensive cameras
Meeting the personnel
As is the case with many automatization tools, manual laborers might perceive implementation of the new system as a threat to their jobs. It is of vital importance to have full support of the upper management and key workers to be able to run the training process with confidence that it will be followed through diligently.
Workers might not be too enthusiastic about following instructions during data collection phase since it burdens them with additional tasks and no perceived benefits. Communication during the project is the extremely important since data acquisition might be an arduous process and prone to human error. Solution for tire storing and distribution that uses modern technology of machine learning was a specific project we were working on. The extraction of the data from the tire requires the identification of suitable technologies, not just standard optical character recognition. To be able to describe the computer vision solution we developed, the taken approach can be divided into three main steps.
Solution
PoC - Choose the scope
Building trust with a client and demonstrating the solution is usually achieved through Pilot/PoC stage. Choosing a scope as a small percentage of total unique tire number which need to be identified is a good starting point. All the necessary components of the system will be present within the Pilot, but the data acquisition/annotation phase will be much shorter and RoI might be easily calculated after it.
Monitoring the data acquisition and labeling the data
During the data acquisition phase ardent monitoring should be performed either to detect some algorithmic flaws, system setup flaws or careless behavior by the people putting the tires on the conveyor belt. Allowing the errors to continue will in all cases prolong the Pilot phase, which is not in anyone’s interest, but most importantly it will erode the trust with the client. Make sure you have very high level of confidence in your software and procedures before pointing fingers at employees.
Labeling the data should be performed in parallel with the data acquisition phase and is supported by custom app developed to speed up the process as much as possible using suggestions from machine learning models.
The pipeline
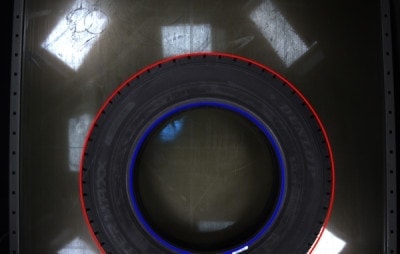
First we captured the images of a tire traveling on conveyer belt and detect inner and outer radius which will allow us to dewarp the tire (transform it into a trackline).
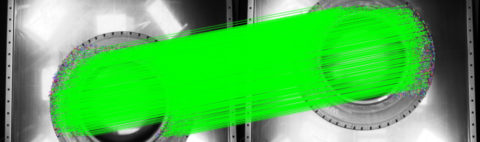
We have developed a specific algorithm to stitch different frames to get the whole tire picture. This reduces the costs needed for camera hardware by one order of magnitude. Based on the key points in both frames we can merge them to get the complete tire picture which we can push down the processing pipeline. On such image text is located, and that text is used in a process of identification
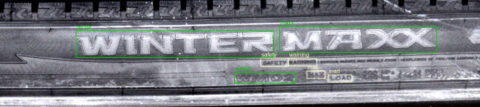
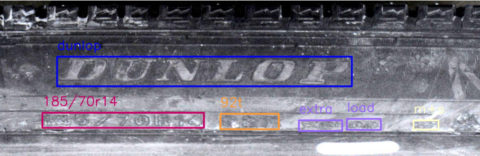
of tire. Using in-house built text classification and text reading (OCR) models we can identify trademark, model, dimension, load index, speed index and DOT written of tire sidewall.
And finally, the results are compared with the existing inventory catalogue for error correction and filling out the needed data.
1. Tire on conveyor belt
2. Keypoint matching
3. Dewarped tire
4. Information extraction
5. Information extraction
It is important to present the client with clear numbers. We have matched human performance (you would be surprised by the skill level of people that are manually shuffling the tires around) in the upper 90% and allowed businesses to scale their operations.
Implementing AI based solutions inside industrial environments is always a challenge. This time we successfully overcame what was thrown at us.
Industrial AI applications always require a big upfront investment to cover the development costs and usually the resources required to do so are not available to hobbyists or individuals. And even more so, products in the industrial domain require a dedicated team of professionals focused on solving problems which pop up (inevitably) and were not predicted in planning sessions or when discussing implementation details.
The project was co-financed by the European Union from the European Regional Development Fund. The content of the site is the sole responsibility of Serengeti ltd.
Get a Quote
To get an accurate quote, please provide as many details as possible. One of our key account managers will contact you back with a custom quote for your project.
Manage your privacy
We use technologies like cookies to store and/or access device information. We do this to improve browsing experience and to show (non-) personalized ads. Consenting to these technologies will allow us to process data such as browsing behavior or unique IDs on this site. Not consenting or withdrawing consent, may adversely affect certain features and functions.
Functional
Always active
The technical storage or access is strictly necessary for the legitimate purpose of enabling the use of a specific service explicitly requested by the subscriber or user, or for the sole purpose of carrying out the transmission of a communication over an electronic communications network.
Preferences
The technical storage or access is necessary for the legitimate purpose of storing preferences that are not requested by the subscriber or user.
Statistics
The technical storage or access that is used exclusively for statistical purposes.The technical storage or access that is used exclusively for anonymous statistical purposes. Without a subpoena, voluntary compliance on the part of your Internet Service Provider, or additional records from a third party, information stored or retrieved for this purpose alone cannot usually be used to identify you.
Marketing
The technical storage or access is required to create user profiles to send advertising, or to track the user on a website or across several websites for similar marketing purposes.
To provide the best experiences, we use technologies like cookies to store and/or access device information. Consenting to these technologies will allow us to process data such as browsing behavior or unique IDs on this site. Not consenting or withdrawing consent, may adversely affect certain features and functions.
Functional
Always active
The technical storage or access is strictly necessary for the legitimate purpose of enabling the use of a specific service explicitly requested by the subscriber or user, or for the sole purpose of carrying out the transmission of a communication over an electronic communications network.
Preferences
The technical storage or access is necessary for the legitimate purpose of storing preferences that are not requested by the subscriber or user.
Statistics
The technical storage or access that is used exclusively for statistical purposes.The technical storage or access that is used exclusively for anonymous statistical purposes. Without a subpoena, voluntary compliance on the part of your Internet Service Provider, or additional records from a third party, information stored or retrieved for this purpose alone cannot usually be used to identify you.
Marketing
The technical storage or access is required to create user profiles to send advertising, or to track the user on a website or across several websites for similar marketing purposes.